

Pha màu hạt nhựa là gì? Công thức tỷ lệ, quy trình trộn và cách tránh lỗi loang màu
Pha màu hạt nhựa là một công đoạn tưởng đơn giản nhưng lại quyết định trực tiếp đến độ đồng đều màu sắc, tính thẩm mỹ và cả tỷ lệ hàng lỗi trong sản xuất. Chỉ cần sai lệch một chút ở tỷ lệ pha, cách trộn hoặc điều kiện gia công, thành phẩm có thể gặp tình trạng loang màu, sọc màu, lệch tông giữa các mẻ hoặc xuất hiện đốm đen khó kiểm soát.
Với các xưởng ép nhựa, đùn tấm, thổi màng hay gia công sản phẩm nhựa theo đơn hàng, việc nắm chắc nguyên lý pha màu và quy trình chuẩn là cách nhanh nhất để giữ màu ổn định, giảm hao hụt nguyên liệu và tiết kiệm chi phí vận hành.
Trong bài viết này, Nhựa Phú An sẽ giúp bạn hiểu đúng về pha màu hạt nhựa và cách áp dụng hiệu quả trong thực tế sản xuất. Bạn sẽ nắm được cách lựa chọn vật liệu tạo màu phù hợp, cách tính tỷ lệ pha theo nhu cầu màu đậm nhạt, quy trình trộn để hạt màu phân tán đều, đồng thời nhận biết các lỗi thường gặp và hướng xử lý nhanh. Dù bạn đang sản xuất tấm nhựa PP Danpla, thùng nhựa Danpla hay các dòng sản phẩm nhựa kỹ thuật khác, những hướng dẫn dưới đây sẽ giúp bạn chủ động kiểm soát màu sắc và chất lượng đầu ra một cách ổn định, chuyên nghiệp.
1. Pha màu hạt nhựa là gì?
Pha màu hạt nhựa là quá trình phối trộn nhựa nền với vật liệu tạo màu để tạo ra màu sắc mong muốn cho thành phẩm trước khi đưa vào ép phun, đùn tấm, thổi màng hoặc các công đoạn gia công khác. Hiểu đơn giản, thay vì chỉ dùng nhựa nguyên sinh hoặc nhựa tái sinh ở trạng thái tự nhiên, xưởng sẽ bổ sung thêm hạt màu hoặc chất tạo màu theo một tỷ lệ nhất định để sản phẩm ra đúng tông màu, đồng đều giữa các mẻ và đạt yêu cầu thẩm mỹ.
Trong thực tế sản xuất, pha màu không chỉ là cho thêm màu vào nhựa. Đây là bài toán về độ tương thích vật liệu, khả năng phân tán màu, kiểm soát tỷ lệ pha và ổn định quy trình. Nếu làm đúng, màu lên chuẩn, bề mặt đẹp, ít phế. Nếu làm sai, rất dễ gặp loang màu, sọc màu, lệch tông giữa các lô hoặc phát sinh đốm bẩn.
Với các sản phẩm như tấm nhựa PP Danpla hay thùng nhựa Danpla, sự ổn định màu sắc càng quan trọng vì khách hàng thường đặt theo màu nhận diện hoặc yêu cầu đồng nhất khi lắp ghép và trưng bày.
1.1 Pha màu trong gia công nhựa diễn ra như thế nào?
Pha màu thường được thực hiện ở giai đoạn cấp liệu. Nhựa nền và hạt màu được trộn trước bằng trộn khô hoặc trộn bằng máy trộn, sau đó đưa vào phễu cấp liệu để máy gia công nấu chảy, trộn đều trong xy lanh và đẩy qua khuôn. Với quy trình ổn định, màu sắc sẽ đồng nhất từ đầu đến cuối mẻ, đồng thời giảm rủi ro nhiễm màu chéo khi chuyển màu.
Tùy công nghệ gia công, yêu cầu pha màu có thể khác nhau. Ép phun thường cần màu đều và ổn định bề mặt chi tiết, trong khi đùn tấm hoặc đùn màng còn đòi hỏi khả năng phân tán tốt để tránh vệt sọc kéo dài theo hướng dòng chảy. Vì vậy, cùng một màu nhưng công thức tỷ lệ và cách trộn có thể cần tinh chỉnh theo từng dây chuyền và từng loại sản phẩm.
1.2 Các khái niệm quan trọng cần nắm khi pha màu
Nhựa nền là phần vật liệu chính của mẻ, có thể là nhựa nguyên sinh hoặc nhựa tái sinh. Nhựa nền quyết định nền màu, độ trong, độ ngà và ảnh hưởng trực tiếp đến việc màu lên đậm hay nhạt.
Hạt màu thường là masterbatch, tức chất tạo màu được phân tán sẵn trong một loại nhựa mang. Loại nhựa mang này cần tương thích với nhựa nền để hạt màu tan và phân tán đều khi gia công, từ đó tránh hiện tượng hạt chưa tan gây chấm màu hoặc loang.
Tỷ lệ pha là phần trăm hạt màu so với tổng khối lượng mẻ. Tỷ lệ này không có một con số cố định cho mọi trường hợp, vì còn phụ thuộc độ phủ của màu, nền nhựa sáng hay tối, độ dày sản phẩm, yêu cầu bền màu và độ ổn định của máy.
LDR là tỷ lệ pha quy đổi theo khuyến nghị nhà cung cấp hạt màu, giúp xưởng tính nhanh lượng hạt màu cần dùng cho từng mẻ và giữ màu đồng nhất khi tăng giảm sản lượng.
Shade là sắc độ hay tông màu thực tế của thành phẩm so với mẫu mục tiêu. Kiểm soát shade tốt nghĩa là sản phẩm ra đúng tông, ít lệch giữa các lô, đáp ứng yêu cầu khách hàng khi đặt hàng lặp lại.
2. Các cách tạo màu phổ biến trong ngành nhựa
Trong sản xuất nhựa, có nhiều phương án tạo màu khác nhau, nhưng mục tiêu chung vẫn là lên màu đúng tông, ổn định giữa các mẻ và không làm ảnh hưởng chất lượng cơ lý của sản phẩm. Chọn đúng phương án ngay từ đầu sẽ giúp xưởng giảm đáng kể lỗi loang màu, sọc màu, lệch sắc độ, đồng thời tối ưu chi phí vận hành và thời gian đổi màu.
2.1 Hạt màu masterbatch
Hạt màu masterbatch là lựa chọn phổ biến nhất trong các xưởng ép phun, đùn tấm, thổi màng vì dễ sử dụng và kiểm soát. Về bản chất, pigment đã được phân tán sẵn trong một nền nhựa mang, nhờ đó khi đưa vào gia công sẽ hòa trộn cùng nhựa nền nhanh hơn và ổn định hơn so với bột màu.
Masterbatch phù hợp khi bạn cần sản xuất liên tục, cần màu đồng đều, cần tái lập công thức giữa nhiều lô hàng hoặc cần đảm bảo bề mặt thành phẩm sạch, ít rủi ro bám bẩn thiết bị. Đặc biệt với các sản phẩm có yêu cầu thẩm mỹ rõ ràng như tấm nhựa PP Danpla, thùng nhựa Danpla, khay hộp, vách ngăn, việc dùng hạt màu giúp màu ra đều, hạn chế chấm màu và giảm tỷ lệ hàng lỗi.
Điểm cần lưu ý là chất lượng masterbatch phụ thuộc nhiều vào khả năng phân tán pigment, độ tương thích của nhựa mang và độ ổn định lô hàng từ nhà cung cấp. Khi chọn masterbatch, bạn nên ưu tiên loại có thông tin kỹ thuật rõ ràng, có mẫu kiểm duyệt và có khuyến nghị tỷ lệ pha phù hợp với đúng công nghệ gia công của mình.
2.2 Bột màu và các dạng màu khác
Bột màu có lợi thế về giá và độ linh hoạt khi phối màu, nhưng cũng đi kèm rủi ro vận hành cao hơn. Do bột màu khó phân tán đồng đều nếu trộn không đúng kỹ thuật, xưởng dễ gặp tình trạng vệt sọc kéo dài theo hướng dòng chảy, chấm li ti trên bề mặt hoặc lệch màu giữa đầu và cuối mẻ. Ngoài ra, bột màu có thể gây bụi, bám thiết bị, làm tăng thời gian vệ sinh và tăng rủi ro nhiễm màu chéo khi đổi màu.
Một số xưởng cũng sử dụng màu lỏng hoặc paste màu trong các trường hợp đặc thù. Tuy nhiên, các dạng này đòi hỏi hệ thống cấp màu và kiểm soát định lượng phù hợp, nếu không rất dễ dao động màu theo thời gian chạy máy. Với mục tiêu ổn định và dễ tái lập công thức, đa phần nhà máy vẫn ưu tiên masterbatch cho sản xuất hàng loạt.
2.3 Chọn nhựa mang tương thích với nhựa nền
Đây là yếu tố thường bị bỏ qua nhưng lại là nguyên nhân gốc của rất nhiều lỗi màu. Masterbatch luôn đi kèm nhựa mang, và nhựa mang cần tương thích với nhựa nền để pigment phân tán đều khi nóng chảy. Nếu không tương thích, hạt màu có thể không hòa đều, tạo ra vệt sọc, chấm màu, bề mặt sần hoặc màu lên không đạt độ sâu như mong muốn.
Ví dụ, khi sản xuất sản phẩm từ PP, việc chọn masterbatch có nhựa mang phù hợp với PP sẽ giúp hạt màu hòa đều hơn, giảm nguy cơ tách pha. Tương tự, PE, ABS, PS hay các dòng nhựa kỹ thuật khác đều nên dùng màu có nền mang tương ứng hoặc được nhà cung cấp xác nhận là tương thích cho đúng vật liệu.
Ngoài tương thích vật liệu, bạn cũng nên xem xét điều kiện gia công thực tế. Nhiệt độ gia công, tốc độ vít, thời gian lưu nhựa và tỷ lệ nhựa tái sinh đều có thể làm màu thay đổi. Vì vậy, trước khi chốt công thức sản xuất hàng loạt, nên có bước chạy mẫu theo đúng điều kiện máy của xưởng và duyệt mẫu màu thực tế dưới điều kiện ánh sáng thống nhất.
3. Tỷ lệ pha màu bao nhiêu là hợp lý?
Tỷ lệ pha màu là yếu tố quyết định màu lên đậm hay nhạt, đồng đều hay không, và ảnh hưởng trực tiếp tới chi phí vật tư trong mỗi mẻ sản xuất. Nhiều xưởng gặp tình trạng cùng một màu nhưng hôm nay lên chuẩn, hôm sau lại lệch tông, phần lớn xuất phát từ việc không thống nhất cách tính tỷ lệ, thay đổi nhựa nền hoặc thay đổi điều kiện máy mà không hiệu chỉnh công thức.
Về nguyên tắc, không có một con số cố định áp dụng cho mọi trường hợp. Tỷ lệ hợp lý phải dựa trên loại nhựa nền, độ phủ của hạt màu, độ dày sản phẩm, công nghệ gia công và tiêu chuẩn màu của khách hàng. Khi kiểm soát tốt các yếu tố này, bạn sẽ giữ được màu ổn định giữa các lô, hạn chế phế và tránh phải pha dư làm tăng chi phí.
3.1 Dải tỷ lệ pha tham khảo trong vận hành thực tế
Trong sản xuất phổ thông, hạt màu masterbatch thường được pha theo tỷ lệ phần trăm so với tổng khối lượng mẻ. Mức phổ biến nhất nằm trong khoảng từ thấp đến trung bình, đủ để đạt màu yêu cầu mà vẫn đảm bảo vận hành ổn định. Với các màu đậm, màu có độ phủ kém hoặc nền nhựa tối, tỷ lệ có thể cần tăng. Ngược lại, với nền nhựa trắng sáng, sản phẩm mỏng hoặc chỉ cần màu nhạt, tỷ lệ có thể giảm đáng kể.
Điều quan trọng là không nên lấy một tỷ lệ cố định rồi áp cho mọi màu và mọi vật liệu. Mỗi dòng hạt màu có độ đậm khác nhau, khả năng phân tán khác nhau và đặc tính nhựa mang khác nhau, vì vậy cùng một con số nhưng kết quả màu có thể chênh lệch rõ rệt.
3.2 Hiểu đúng về LDR và cách dùng để tính tỷ lệ pha
Nhiều nhà cung cấp hạt màu đưa ra khuyến nghị theo dạng LDR, hiểu đơn giản là tỷ lệ pha loãng để đạt màu chuẩn. Khi bạn nắm được LDR, việc tính lượng hạt màu cho từng mẻ sẽ nhanh hơn và dễ tái lập công thức hơn khi thay đổi sản lượng.
Bạn có thể hiểu LDR như một cách quy đổi giữa lượng nhựa nền và lượng hạt màu cần dùng. Khi chạy sản xuất, nên thống nhất một cách tính duy nhất cho toàn xưởng, ghi lại công thức theo đúng đơn vị và cách cân đo để tránh sai lệch giữa các ca.
Một điểm cần lưu ý là LDR chỉ là khuyến nghị trong điều kiện tiêu chuẩn. Khi đưa vào thực tế, bạn vẫn phải chạy mẫu trên đúng máy, đúng vật liệu, đúng độ dày sản phẩm và đúng điều kiện ánh sáng kiểm màu. Sau khi duyệt mẫu đạt yêu cầu, lúc đó mới khóa công thức để sản xuất hàng loạt.
3.3 Khi nào cần tăng hoặc giảm tỷ lệ pha màu
Tỷ lệ pha màu thường phải tăng trong các trường hợp sản phẩm dày, yêu cầu màu sâu và đậm, hoặc khi nhựa nền có độ ngà, độ xám do tái sinh khiến màu bị bẩn. Ngoài ra, nếu dây chuyền chạy tốc độ cao, thời gian trộn trong máy ngắn, khả năng phân tán kém thì việc tăng nhẹ tỷ lệ đôi khi giúp che sai lệch, nhưng đây không phải giải pháp tối ưu nếu nguyên nhân gốc là trộn chưa đều hoặc vật liệu không tương thích.
Tỷ lệ pha màu nên giảm khi sản phẩm mỏng, yêu cầu màu nhạt, hoặc khi nền nhựa rất sáng và hạt màu có độ đậm cao. Việc pha dư không chỉ làm tăng chi phí mà còn có thể ảnh hưởng đến một số tính chất của sản phẩm, đặc biệt trong các trường hợp yêu cầu độ cứng, độ bền hoặc tính ổn định kích thước.
Trong sản xuất thực tế, cách làm hiệu quả nhất là xác định màu mục tiêu, chạy mẫu theo một tỷ lệ khởi điểm hợp lý, sau đó tinh chỉnh theo từng bước nhỏ cho tới khi đạt đúng sắc độ. Khi đã đạt chuẩn, cần ghi lại công thức kèm điều kiện chạy máy và loại nhựa nền sử dụng, vì chỉ cần thay đổi nguồn nhựa hoặc thay đổi tỷ lệ nhựa tái sinh, màu cũng có thể dịch chuyển.
4. Công thức tính nhanh tỷ lệ pha màu theo kg mẻ
Khi đã chọn được loại hạt màu phù hợp và có một mức tỷ lệ pha mục tiêu, bước tiếp theo là quy đổi ra số kg hoặc số g cho từng mẻ sản xuất. Làm đúng bước này giúp bạn hạn chế sai lệch giữa các ca, tránh tình trạng người cân nhiều người cân ít dẫn tới lệch sắc độ và phát sinh hàng lỗi.
4.1 Công thức tính tỷ lệ pha theo phần trăm
Nếu bạn pha theo phần trăm, cách tính đơn giản nhất là dựa trên tổng khối lượng mẻ
Khối lượng hạt màu bằng tổng khối lượng mẻ nhân với tỷ lệ pha màu
Ví dụ, bạn chạy một mẻ 50 kg và cần pha màu 3 phần trăm thì lượng hạt màu cần dùng sẽ bằng 50 nhân 3 phần trăm, tương đương 1,5 kg hạt màu. Phần còn lại là nhựa nền 48,5 kg. Điểm quan trọng là phải thống nhất toàn xưởng là tỷ lệ phần trăm tính trên tổng mẻ, không phải tính trên riêng phần nhựa nền.
Khi dùng đúng một quy ước, công thức sẽ tái lập chuẩn hơn và tránh nhầm lẫn trong thực tế.
4.2 Ví dụ quy đổi nhanh theo mẻ 25 kg và 100 kg
Với mẻ 25 kg,
- Nếu tỷ lệ pha 2 phần trăm thì lượng hạt màu là 0,5 kg, nhựa nền là 24,5 kg
- Nếu tỷ lệ pha 4 phần trăm thì lượng hạt màu là 1,0 kg, nhựa nền là 24,0 kg
Với mẻ 100 kg,
- Nếu tỷ lệ pha 2 phần trăm thì lượng hạt màu là 2,0 kg, nhựa nền là 98,0 kg
- Nếu tỷ lệ pha 4 phần trăm thì lượng hạt màu là 4,0 kg, nhựa nền là 96,0 kg
Đây là cách quy đổi dễ áp dụng nhất vì chỉ cần nắm tổng mẻ và tỷ lệ phần trăm là ra ngay số kg hạt màu. Khi chạy sản lượng lớn, bạn có thể làm sẵn một bảng quy đổi theo các mốc mẻ thường dùng để công nhân cân nhanh, giảm thời gian và giảm sai số.
4.3 Cách tính theo năng suất giờ để cấp liệu ổn định
Trong sản xuất liên tục, nhiều xưởng không cân theo mẻ mà quy đổi theo năng suất giờ. Cách làm là lấy tổng lượng nhựa chạy trong một giờ nhân với tỷ lệ pha mục tiêu.
Ví dụ, máy đùn chạy 120 kg một giờ, tỷ lệ pha 3 phần trăm thì lượng hạt màu cần cấp trong một giờ là 3,6 kg. Khi đã có con số này, bạn có thể cài đặt bộ định lượng theo mức cấp liệu tương ứng hoặc hướng dẫn cấp thủ công theo thời gian tiêu chuẩn.
Tuy nhiên, nếu cấp theo giờ mà năng suất thực tế dao động, màu cũng sẽ dao động theo. Vì vậy, cách này phù hợp nhất khi máy chạy ổn định hoặc bạn có hệ thống định lượng theo khối lượng để bám sát lưu lượng nhựa.
4.4 Checklist trước khi chốt công thức để tránh lệch màu
Trước khi khóa công thức pha màu, nên kiểm tra lại các điểm sau:
- Nguồn nhựa nền có ổn định hay không, đặc biệt khi dùng nhựa tái sinh
- Điều kiện gia công có thay đổi không, như nhiệt độ, tốc độ vít, tốc độ kéo
- Độ dày sản phẩm có đúng như mẫu đã duyệt không
- Mẫu kiểm màu có được so dưới điều kiện ánh sáng thống nhất không
- Công thức có được ghi lại rõ ràng theo đơn vị cân đo thực tế của xưởng không
Khi checklist này được làm nghiêm túc, tỷ lệ pha màu sẽ không còn là một con số ước chừng mà trở thành công thức sản xuất có thể tái lập, giúp xưởng giữ màu ổn định và làm việc chuyên nghiệp hơn với khách hàng.
5. Quy trình pha màu hạt nhựa chuẩn xưởng để màu đều và ổn định
Một công thức pha màu đúng sẽ không phát huy hiệu quả nếu quy trình trộn và vận hành không chuẩn. Thực tế tại nhiều xưởng, lỗi sọc màu, loang màu hoặc lệch sắc độ giữa các mẻ thường đến từ khâu chuẩn bị vật liệu, trộn chưa đều, cấp liệu không ổn định hoặc thiết bị còn nhiễm màu cũ. Vì vậy, bạn nên chuẩn hóa quy trình theo các bước dưới đây để kiểm soát màu sắc ổn định và giảm phế trong sản xuất.
5.1 Chuẩn bị vật liệu và làm sạch thiết bị trước khi trộn
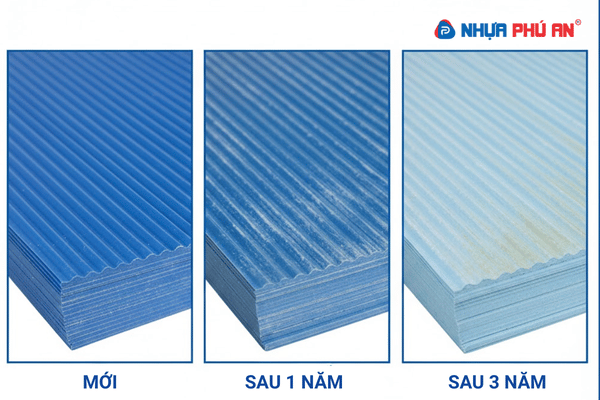
Trước khi pha màu, cần xác định rõ nhựa nền đang dùng là nguyên sinh hay tái sinh, cùng mã lô để tránh thay đổi nền màu đột ngột. Nếu có sử dụng nhựa tái sinh, nên kiểm tra độ ngà và tạp chất vì đây là yếu tố làm màu bị bẩn và khó lên đúng sắc độ.
Thiết bị trộn và cấp liệu cần sạch, khô và không bám màu cũ. Phễu cấp liệu, ống nạp, thùng trộn, dụng cụ cân đo phải được vệ sinh kỹ, đặc biệt khi vừa đổi màu hoặc đổi vật liệu. Với các sản phẩm yêu cầu bề mặt đẹp như tấm, khay, thùng, việc loại bỏ bụi bẩn và hạt cháy là bước bắt buộc để tránh chấm đen và đốm bẩn trên thành phẩm.
5.2 Sấy vật liệu đúng khi cần thiết để tránh bọt và loang màu
Không phải loại nhựa nào cũng cần sấy, nhưng nếu vật liệu có nguy cơ hút ẩm hoặc môi trường kho ẩm, việc sấy sẽ giúp ổn định quá trình gia công và hạn chế lỗi bề mặt. Khi nhựa hoặc hạt màu bị ẩm, thành phẩm dễ xuất hiện bọt li ti, vệt mờ, bề mặt kém mịn, màu nhìn không trong và đôi khi bị loang nhẹ.
Nguyên tắc an toàn là sấy theo khuyến nghị kỹ thuật của từng loại vật liệu và duy trì vật liệu trong trạng thái khô trước khi nạp vào phễu. Nếu xưởng đang chạy liên tục, nên có quy trình bảo quản bao hạt màu đã mở miệng, đảm bảo đóng kín và tránh hút ẩm trở lại.
5.3 Trộn khô đúng kỹ thuật để hạt màu bám đều lên nhựa nền
Trộn khô là bước quyết định độ đồng đều của màu trước khi vật liệu đi vào máy. Bạn nên cân đúng công thức đã chốt, sau đó trộn theo một trình tự ổn định.
Thông thường, cho nhựa nền vào thùng trước, rải hạt màu đều lên bề mặt, rồi trộn theo thời gian đủ để hạt màu bám đều quanh hạt nhựa nền.
- Nếu trộn quá nhanh hoặc quá ít thời gian, hạt màu dễ tập trung cục bộ, khi vào máy sẽ tạo sọc màu hoặc ra màu không ổn định theo thời gian.
- Nếu trộn quá lâu trong điều kiện thùng trộn không phù hợp, vật liệu có thể tách lớp hoặc tích điện khiến bám dính và khó cấp liệu đều.
- Với sản xuất ổn định, nên ưu tiên máy trộn chuyên dụng, thùng trộn sạch, khô và có nắp để hạn chế bụi.
Sau khi trộn xong, nên nạp vật liệu vào phễu trong thời gian hợp lý. Nếu để quá lâu, hỗn hợp có thể tách lớp theo rung động và độ chảy, đặc biệt với mẻ lớn hoặc vật liệu có chênh lệch kích thước hạt.
5.4 Nạp liệu, chạy mồi và lấy mẫu đúng thời điểm
Khi bắt đầu chạy, cần đảm bảo máy đã ổn định nhiệt và điều kiện gia công trước khi đánh giá màu. Giai đoạn đầu thường có hiện tượng chuyển tiếp do còn sót vật liệu cũ trong đường nạp và trong vùng nhựa nóng chảy. Vì vậy, bạn nên chạy mồi đến khi màu ra ổn định rồi mới lấy mẫu.
Mẫu kiểm màu nên lấy theo cùng một quy chuẩn, cùng độ dày, cùng điều kiện bề mặt và so dưới ánh sáng thống nhất. Nếu sản phẩm có nhiều độ dày hoặc nhiều cấu hình, nên chọn mẫu đại diện cho phần quan trọng nhất mà khách hàng nhìn thấy hoặc phần có yêu cầu thẩm mỹ cao.
5.5 Khóa công thức và ghi chép để tái lập màu giữa các lô
Khi màu đã đạt, cần khóa công thức ngay và ghi chép đầy đủ để tái lập về sau. Nội dung nên gồm tỷ lệ pha, loại nhựa nền, mã lô vật liệu, điều kiện chạy máy, năng suất, thời điểm lấy mẫu và trạng thái thiết bị. Đây là cách làm giúp xưởng kiểm soát được nguyên nhân khi màu bị lệch ở các lần sản xuất tiếp theo, đồng thời làm việc chuyên nghiệp hơn khi khách hàng đặt lặp màu.
5.6 Mẹo giảm sọc màu và loang màu trong vận hành thực tế
Nếu gặp sọc màu hoặc loang màu, trước hết hãy kiểm tra lại độ đều của trộn khô và sự ổn định của cấp liệu. Nhiều trường hợp chỉ cần tăng độ đồng nhất của hỗn hợp trước khi vào máy là màu đã ổn định hơn rõ rệt. Tiếp theo, kiểm tra độ sạch của phễu và vùng nhựa nóng chảy, vì cặn bẩn và vật liệu cháy cũng có thể tạo vệt tối hoặc chấm đen làm cảm giác màu bị bẩn.
Trong sản xuất liên tục, việc giữ ổn định tốc độ cấp liệu và điều kiện gia công là rất quan trọng. Khi năng suất dao động mạnh, màu dễ dao động theo. Nếu xưởng chạy nhiều màu và đổi màu thường xuyên, nên chuẩn hóa quy trình xả vật liệu và vệ sinh theo từng nhóm màu để hạn chế nhiễm màu chéo và giảm thời gian ổn định lại màu.
6. Trộn và cấp liệu tạo màu nên làm thủ công hay dùng máy?
Khi sản lượng tăng hoặc yêu cầu màu cần ổn định giữa nhiều lô, cách trộn và cấp liệu sẽ quyết định độ đồng đều màu nhiều không kém công thức tỷ lệ. Làm thủ công có thể phù hợp cho mẻ nhỏ và ít đổi màu, nhưng khi chạy liên tục, sự sai số trong thao tác cân đong và cấp liệu thường làm màu dao động theo thời gian.
Ngược lại, dùng máy trộn và hệ định lượng giúp ổn định hơn, giảm phế và tiết kiệm nhân công, đặc biệt với các sản phẩm cần màu đồng nhất như tấm nhựa PP Danpla, thùng nhựa Danpla, khay hộp, vách ngăn.
6.1 Trộn thủ công và premix thủ công khi nào phù hợp
Trộn thủ công phù hợp khi xưởng chạy mẻ nhỏ, số lượng màu ít, công thức đơn giản và yêu cầu màu không quá khắt khe. Ưu điểm là linh hoạt, đầu tư thấp, dễ thay đổi công thức nhanh. Tuy nhiên, điểm hạn chế lớn nhất là độ lặp lại giữa các ca phụ thuộc nhiều vào người vận hành.
Trong thực tế, trộn thủ công dễ phát sinh các lỗi sau:
- Cân đong không chuẩn do dụng cụ cân thiếu độ chính xác hoặc thao tác vội
- Hạt màu rải không đều làm xuất hiện vùng đậm vùng nhạt
- Hỗn hợp để lâu bị tách lớp do rung động và độ chảy khác nhau giữa hạt màu và nhựa nền
- Cấp liệu theo cảm tính khiến tỷ lệ pha thay đổi theo thời gian chạy
Nếu xưởng vẫn muốn dùng trộn thủ công, nên chuẩn hóa quy trình cân, thời gian trộn, dụng cụ trộn và cách nạp phễu, đồng thời ghi lại công thức theo kg mẻ để mọi ca vận hành giống nhau.
6.2 Dùng máy trộn và hệ trộn tự động giúp ổn định màu ra sao?
Máy trộn chuyên dụng giúp hạt màu bám đều quanh nhựa nền, giảm hiện tượng tụ hạt màu cục bộ. Khi hỗn hợp đồng nhất hơn, màu lên ổn định hơn, giảm sọc màu và giảm thời gian chờ ổn định màu ở đầu mẻ.
Với dây chuyền chạy liên tục, hệ trộn và cấp liệu tự động còn giúp duy trì tỷ lệ pha ổn định theo thời gian, hạn chế tình trạng đầu ca màu đẹp nhưng cuối ca lại nhạt hoặc lệch tông. Đây là lợi thế rõ rệt khi xưởng cần tái lập màu cho đơn hàng lặp lại hoặc chạy nhiều ngày liên tục.
6.3 Gravimetric và volumetric khác nhau ở đâu và ảnh hưởng màu thế nào?
Volumetric là định lượng theo thể tích, cấp màu dựa trên thể tích vật liệu được đẩy ra theo vòng quay hoặc theo thời gian. Ưu điểm là cấu hình đơn giản, chi phí đầu tư thấp. Hạn chế là khi mật độ vật liệu thay đổi, độ chảy thay đổi, hạt màu hút ẩm hoặc kích thước hạt khác nhau giữa lô, lượng thực tế theo khối lượng sẽ thay đổi dù thể tích cấp ra giống nhau. Kết quả là màu có thể dao động nhẹ theo thời gian.
Gravimetric là định lượng theo khối lượng, hệ thống đo và điều chỉnh lượng cấp theo cân nặng thực tế. Ưu điểm là kiểm soát tỷ lệ ổn định hơn, phù hợp khi cần màu đồng nhất, chạy sản lượng lớn hoặc yêu cầu chặt về sắc độ. Với các dây chuyền đùn tấm hoặc thổi màng, nơi sọc màu dễ lộ rõ, gravimetric thường mang lại hiệu quả tốt hơn vì giảm dao động tỷ lệ pha trong quá trình chạy.
6.4 Khi nào nên đầu tư bộ định lượng để tối ưu chi phí và giảm phế?
Nếu xưởng của bạn thường xuyên gặp tình trạng lệch màu giữa các ca, thời gian chờ ổn định màu dài, tỷ lệ hàng lỗi tăng khi đổi màu hoặc khi tăng tốc độ chạy, đó là dấu hiệu nên xem xét bộ định lượng và hệ trộn phù hợp. Ngoài yếu tố thẩm mỹ, ổn định màu còn giúp giảm hao vật tư vì bạn không cần pha dư để bù sai số vận hành.
Trong bài toán tổng chi phí, bộ định lượng không chỉ là chi phí thiết bị, mà còn là khoản tiết kiệm đến từ giảm hàng lỗi, giảm thời gian dừng máy, giảm công vệ sinh đổi màu và giảm rủi ro khi phải chạy lại đơn hàng do màu không đạt.
Pha màu hạt nhựa muốn ra chuẩn không nằm ở một con số cố định, mà nằm ở cách bạn kiểm soát đồng bộ từ chọn vật liệu tạo màu, tính đúng tỷ lệ, trộn đều, cấp liệu ổn định cho đến việc giữ thông số máy nhất quán. Khi quy trình được chuẩn hóa, màu sẽ đồng đều giữa các mẻ, bề mặt đẹp hơn, giảm sọc màu và hạn chế hàng lỗi, đồng thời tiết kiệm đáng kể chi phí hạt màu và thời gian đổi màu trong vận hành.
Nếu bạn đang sản xuất tấm nhựa PP Danpla, thùng nhựa Danpla hoặc các sản phẩm gia công nhựa theo đơn hàng và cần tư vấn lựa chọn màu, duyệt mẫu thực tế, tối ưu công thức pha để lên đúng sắc độ trong điều kiện chạy máy tại xưởng, Nhựa Phú An sẵn sàng hỗ trợ. Đội ngũ của Nhựa Phú An có thể tư vấn giải pháp vật liệu phù hợp, cung cấp sản phẩm theo yêu cầu và đồng hành cùng bạn để đảm bảo màu sắc ổn định, chất lượng đầu ra chuyên nghiệp, đáp ứng tốt tiêu chuẩn của từng dự án và từng khách hàng.
Thay vì cố gắng tạo ra hình ảnh thùng Danpla hoàn hảo, Nhựa Phú An hướng đến những sản phẩm gọn gàng, dùng được tốt trong điều kiện vận hành thực tế: mang vác nhiều lần, xếp chồng, kéo đẩy, vệ sinh… mà không bị xuống cấp quá nhanh.
Nhựa Phú An - Nhà cung cấp tấm nhựa, thùng nhựa Danpla uy tín tại Việt Nam
- Cung cấp tấm Danpla nguyên tấm và cắt sẵn theo bản vẽ
- Hỗ trợ giao hàng toàn quốc, đặc biệt nhanh tại Đà Nẵng, Hà Nội, TP.HCM
- Nhận thiết kế layout cắt tối ưu, tư vấn tiết kiệm phế liệu, chọn hướng sóng và độ dày phù hợp
Hotline: 1800 1146
Website: https://nhuaphuan.com
Email: kinhdoanh@nhuaphuan.com.vn
Nhựa Phú An hiểu vật liệu, hiểu sản xuất, hiểu nhu cầu của bạn.
Other News


-
 Tổng đài miễn phí
Tổng đài miễn phí -
 Email:
Email: -
 Thời gian làm việc:Sáng từ : 7h30 - 12h00 * Chiều từ: 13h00 - 17h30
Thời gian làm việc:Sáng từ : 7h30 - 12h00 * Chiều từ: 13h00 - 17h30
- Trụ sở chính: Lô F2 - F3, Đường CN7, KCN Từ Liêm, Q.Bắc Từ Liêm, T.P Hà Nội
- Tel: 04 3763 9092
- Email: cskh@nhuaphuan.com.vn




